Sulfur Recovery
Reclaim your elemental sulfur with an Oberlin Pressure Filter

Take control of sulfur purity with our integrated cake wash system. Keep your chemistry in balance.
The Oberlin Pressure Filter provides clean liquids and dry solids that are typically over 75% dry by weight, making it an excellent choice for dewatering elemental sulfur from varying amine processes. The filter’s cake wash system allows you to control and prioritize solids purity and chemical recovery. Popular system options include odor containment and hazardous area classifications.
Our sulfur recovery filters are engineered to order.
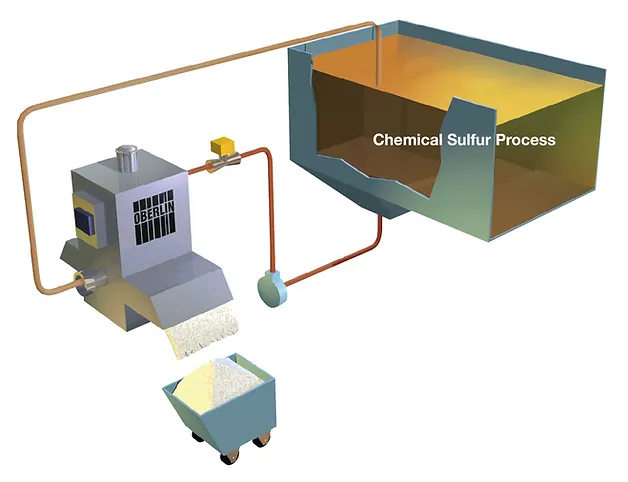
Using pressure and a cake of filtered solids for Sulfur Recovery
The Oberlin Filter pumps dirty liquid through a very tight media in a self-contained chamber. Sulfur builds into a cake on the media which catches more sulfur. Pressure continues to force the liquid through the densely packed cake and media. The cake can then be set to wash multiple times to recover the chemistry and control the purity of your sulfur.
The Oberlin Filter’s fully automatic features and simple design deliver both dry solids and clean liquids without operator contact, minimizing exposure to hazardous materials.
Watch How the Filter Works in the Sulfur Recovery Process
Animation of filtration process for Sulfur Application
BENEFITS OVERVIEW
Applications
- Natural Gas
- Landfill Gas
- Biodigester
- Dairy Farms
- Coal Gasification
- Claus Tail Gas Cleanup
- Refinery Desulfurization
- Water Treatment Facilities
- Geothermal Plants
- Offshore Platforms
- FPSO
- Chemical Plants
Sulfur Recovery Benefits
- Ability to process ultra-pure sulfur for higher value
- Flexible process – select the number of the washes that fits your sulfur recovery process
- You control the sulfur purity level with the number of washes applied
- Keep the chemistry – Recover fluid from the Oberlin Filter cake
- Maintain an equilibrium in your system to recover sulfur
Oberlin Filter Benefits
- Automatic pressure filter operates with all types of chemical treatments that produce insoluble sulfur
- Efficiently removes solids down to 1 micron
- Automatically cycles without operator intervention, minimal maintenance
- Filter cake dryness to over 75% typical
- Take up less space with a small footprint, smaller footprint to comparable technologies
Replace your Vacuum or Gravity Filter with an Oberlin Pressurized Filter for the highest quality Sulfur
| Benefit | Vacuum Filter | Gravity Filter | Oberlin Filter |
|---|---|---|---|
| Dry Cake Discharge | No | No | Yes |
| Minimal Consumable Costs | No | No | Yes |
| 4-Sided Sealing, No Bypass | No | No | Yes |
| Modular / Custom Design for your Small Spaces | No | No | Yes |
Sulfur Recovery Case History Applications
Oberlin placed an OPF14 MLP filter unit on a FPOS ship in the Adriatic, just off the coast of Italy. The unit has been operating since April of 2013. The unit has 14square feet of filter area and is producing 3″ to 4″ thick filter cakes repeatedly since its start. The weight of dry sulfur filter cake is as much as 2 long tons per day. Depending on the chemistries employed, results may differ.
Landfill Gas
Oberlin Filters in landfill gas operations listed on the Landfill Methane Outreach Program
Sulfur Recovery – Wet Scrubber:
Landfill Gas Project, City of Dallas, TX
This landfill operates a system that removes H2S from landfill gas using a liquid scrubber (similar to Sulferox or LO-CAT). Once the H2S is converted to sulfur, it is removed from the recirculating solution using the Oberlin Filter. A vacuum filter was replaced because it was required to manually scrape the cake off of the cloth drum along with the high variation of quality of filter cake produced (often losing more solution than it should).
Oberlin Pressure Filter Model OPF-12SD with 12 ft² of filtering area is used in this application.
Overview of Filter Operation:
- Application: Sulfur recovery
- Fluid: Process Mother Liquor
- Flowrate: 120 GPM nominal
- Solids: 1,000 pounds dry sulfur cake per day
Sulfur Recovery – Wet Scrubber:
Landfill Gas Project in Roosevelt, Washington
The Oberlin Filter – OPF4SD with 4 ft² of filtering area is used in this application.
Overview of Filter Operation:
- Application: Sulfur recovery
- Fluid: Process Mother Liquor
- Flowrate: 30 GPM
- Solids: 115 lbs of dry sulfur cake per day
- Dry Filter Cake is 60-70% Solids by Weight
- Filter Cycle Range : 60 – 130 minutes