Any Fluid - Any Material - Any Operation | From 1 to 100+ Machines
Achieve Maximum Uptime ≥ 99%
Our system is designed to address common issues associated with submerged parts in dirty fluid.
Enhanced Fluid Clarity
In industries where precision and longevity matter, fluid contamination can lead to performance issues.
50-75% smaller filter area
than a vacuum filter, optimizing floor space
Our pressure filter technology is designed to efficiently utilize every available square foot
Up to 90% fluid savings
lower disposal costs, and revenue from dry solids
The Oberlin system offers 95% dry solid discharge, reducing replenishment and disposal costs.
Achieve Maximum Uptime ≥ 99%
Our system is designed to address common issues associated with submerged parts in dirty fluid. With its streamlined design, the risk of wear and tear is minimized, leading to increased durability. There’s no need to drain the tank during filter or pump servicing, making maintenance more convenient. Its ability to operate during filter media changes or quick repairs ensures that disruptions to your workflow are kept to a minimum.
Features Include:
Simplistic design with very few moving parts.
No parts are submerged in the dirty fluid.
Seal-less or trash style pumps.
No need to drain the tank for servicing the filter or pumps.
Ability to operate the system during filter media changes or quick repairs.
In industries where precision and longevity matter, fluid contamination can lead to performance issues. Our advanced filtering system addresses this problem, helping to maintain the integrity of your tools and ensure consistent performance each time.
Features Include:
High differential pressure.
Standard fluid clarity of 10 ppm @ 5 micron.
Extended fluid life of 5-10x.
Filter media costs reduced.
Semi-permanent belts (available for some applications).
Extended grinding wheel, honing stone or tool life.
50-75% smaller filter area than a vacuum filter, optimizing floor space
Addressing space constraints can be challenging. Our pressure filter technology is designed to efficiently utilize every available square foot. Its modular components are specifically crafted to fit seamlessly, even in seemingly restrictive spaces.
Features Include:
Pressure filter technology.
Modular design.
50% – 75% less filter area than a vacuum filter.
Individual components (filter, tanks, etc.).
Custom designed systems.
Up to 90% fluid savings, lower disposal costs, and revenue from dry solids
Handling waste can be costly and inefficient. The Oberlin system offers 95% dry solid discharge, reducing replenishment and disposal costs. Additionally, the high dryness level of the solids allows for potential opportunities to repurpose or resell them, presenting a more sustainable approach to managing waste.
Features Include:
Dry Solids Discharge (Up to 95%)
Forced air drying cycle before discharge.
Better Under Pressure
The Fundementals of Filtration - Oberlin's Fundamental Difference
This video compares Pressure and Vacuum Filtration technology. Understanding the differences between these two filtration methods is key for choosing the right system for your application.
All filters utilize a force: primarily Gravity, Vacuum, or Pressure to drive fluid through a barrier (filter media) where the solids are collected.
Higher differential Pressure across the media translates to more and finer particles being removed – and a better, more efficient filter.
Differential Pressure (Delta P) of 30-40 PSI is typical of an Oberlin Filter. Competing vacuum filters struggle to achieve 7.5 psi, gravity filters are even less.
Pressure drives longer cycles, using less media and building thicker filter cakes.
Thicker filter cakes, or Depth Filtration, trap smaller particles and provide Ultra Clean Fluid.
LET US PROVE IT!
At Oberlin, we're dedicated to providing not just any solution, but the best one for you. Provide a sample of your contaminated process fluid to us. We'll come back with a test report, showing our ability to ensure the cleanest fluid and the highest return on investment for your operations.
We have over 50 years experience filtering coolants: oil, water soluble emulsions, and pure synthetics. Please call our sales department to discuss the flux rates, filter sizing and expected performance for your particular application. Our application experience includes:
Oberlin Cleanable Belt Filter – “Paperless Filters”
When applicable, the Oberlin Filter can use a cleanable and reusable belt instead of disposable paper or media belt. Our cleanable belt filters are extremely efficient in saving our customers in consumable costs.
How the Oberlin Coolant Filter Works
Filtration is simple to understand, dirty liquid flows through a filter that catches and holds the unwanted particles. The filter media does the trapping work.
The key to saving money? Making each filter last as long as possible before you need to change it. When a filter cycle runs longer, it catches more dirt per square inch. That means you complete fewer cycles over time, which lowers your media costs. Plus, your system runs with fewer stops for filter changes, so you can get more work done. And here’s a bonus: filters that run longer can be smaller, which saves you money and space.
But there’s a problem. As dirt piles up on the filter media, liquid has a harder time flowing through. Without enough pressure pushing it, the flow slows down fast and could be too slow to keep up with what you need.
The Oberlin Advantage
Our filters solve this problem with power and pressure. We use pumps to push liquid into a sealed chamber. The only way out is through the filter. This creates serious pressure, typically 30 to 40 psi. That’s three to four times stronger than filters that rely on gravity or vacuum.
Why does this matter? More pressure means your filter keeps working longer before it clogs up. In many jobs, the difference between 10 psi and 35 psi can mean hours more runtime.
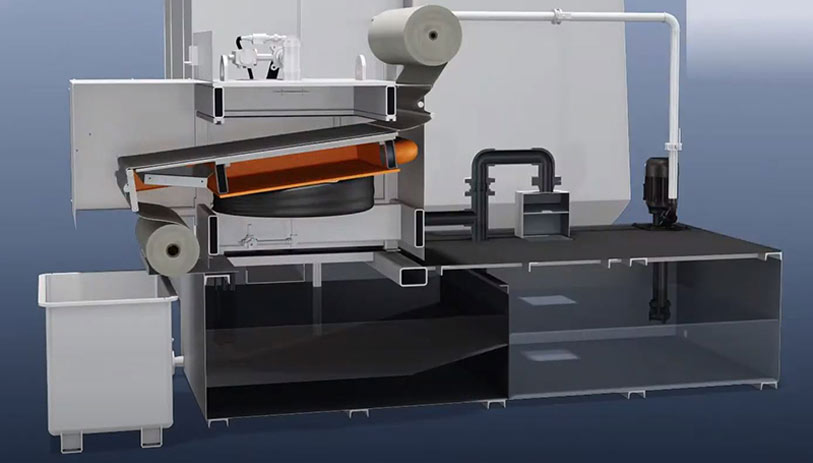
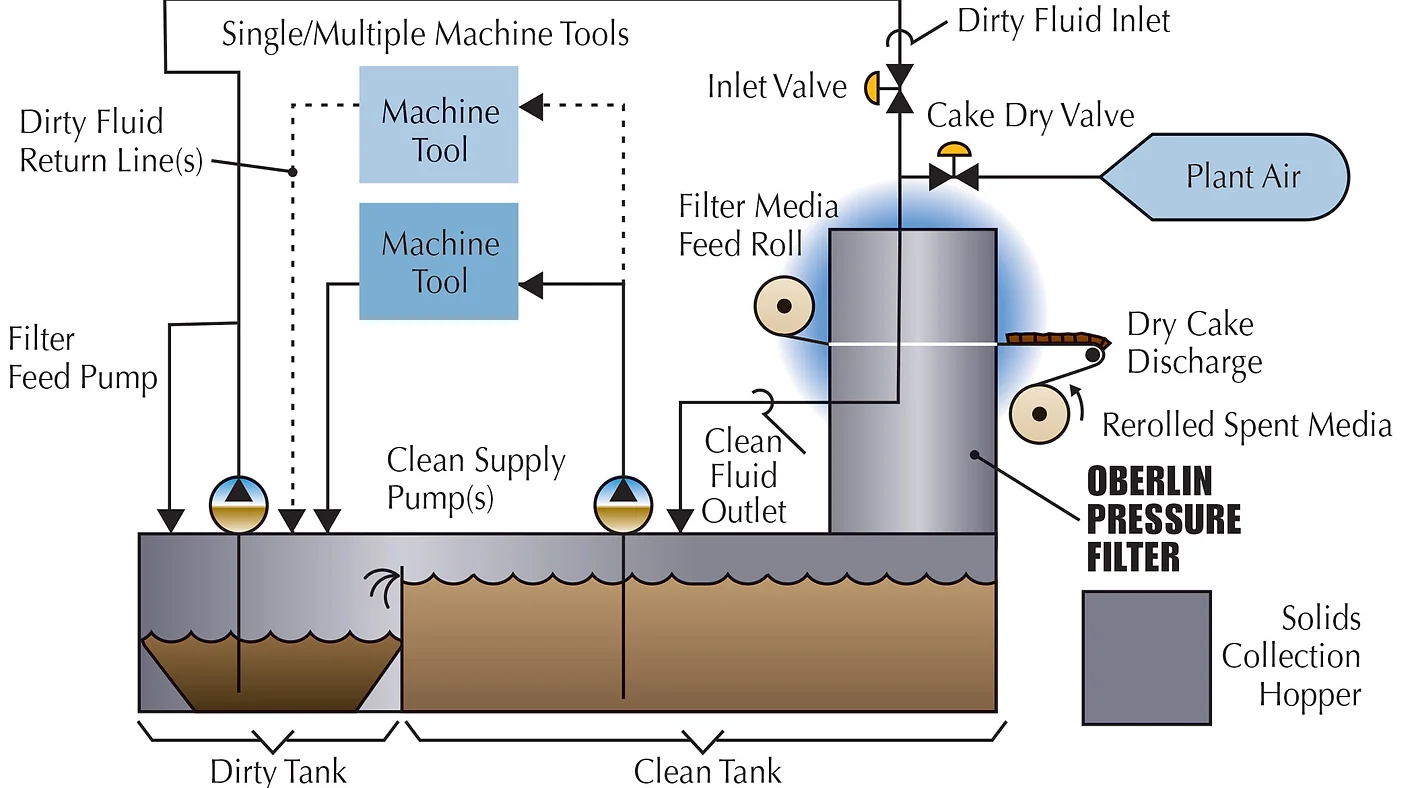
A Coolant Filtration System consists of a:
Filter
Tank with 2 compartments- clean and dirty
Dirty side receives coolant from machine and holds the coolant until it is pumped thru the filter.
Clean side receives filtered coolant and holds it until it is pumped back to grinder.
Filter Pump which pumps dirty coolant to filter
Clean pump(s) which return clean, chilled coolant to machine at desired flowrates and pressures.
Chiller which removes heat from coolant.
Optional Ancillary Equipment like automatic coolant addition, sumps to pump coolant to dirty tank from machine, tramp oil removal systems.
As the cake builds, the dirty coolant has to pass through both the filter media and the cake. This cake greatly increases the filter’s ability to capture very small fines, down to 1 micron in size. The use of pressure keeps the dirty coolant flowing through the filter for long filtration cycle times on the same section of media. The The Oberlin Pressure Filter and reduce filter media costs by up to 80% when compared to other systems.
Examples of thick Filter Cakes
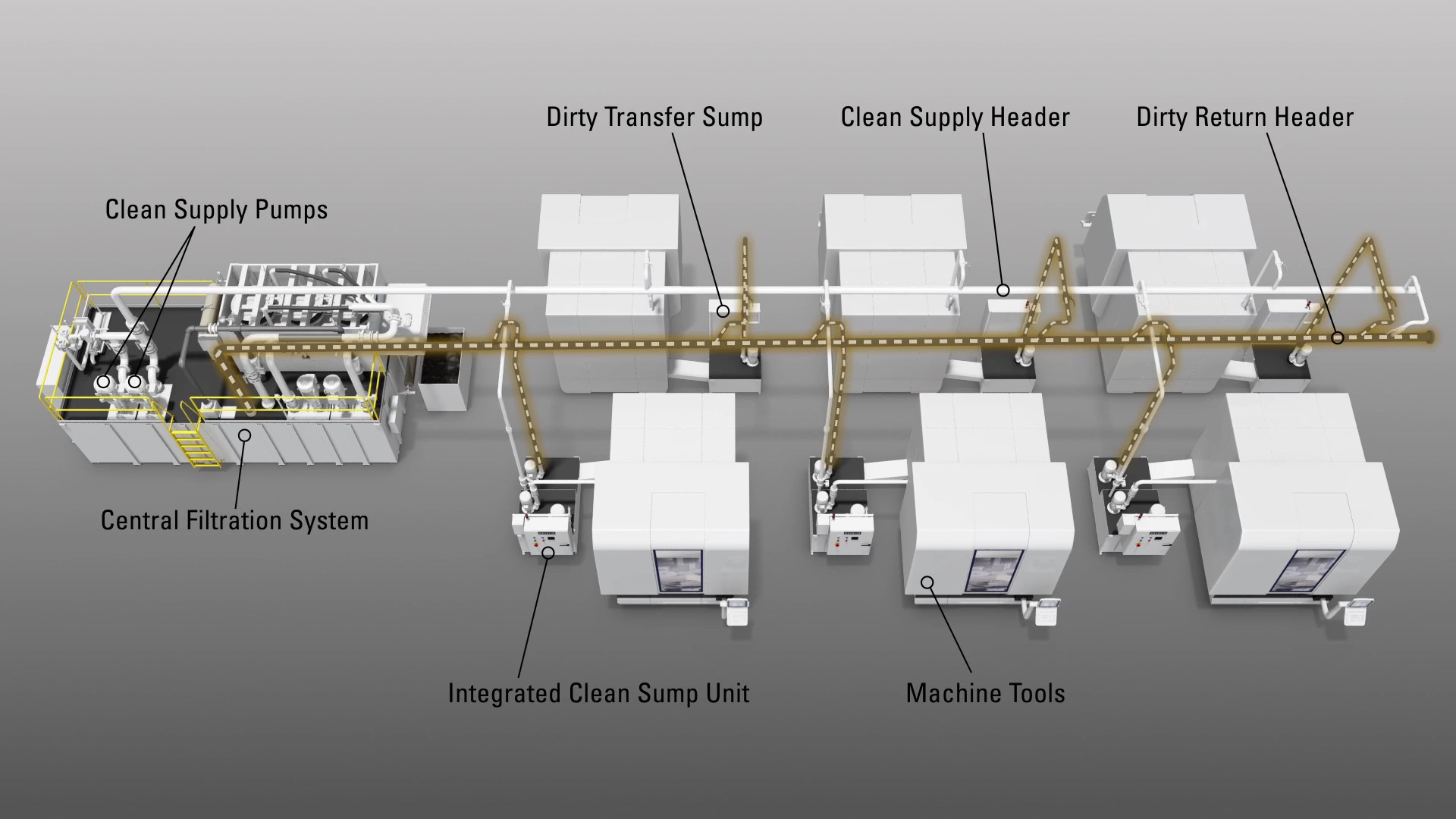
Central Filtration Systems
If you do production grinding or honing and have multiple small metalworking fluid filters scattered throughout your shop then replacing all of those filters with one Oberlin Central filtration system is the cost effective choice.
Centralized Oberlin Pressure Filtration systems maximize savings, increase available floor space and minimize labor costs by providing a single point for fluid management and solids disposal.
Oberlin Filter Company makes fully automatic coolant filtration systems ranging from 20 gpm to 6,000gpm. These systems are designed to support a single machine like a gear grinder, or an entire shop. The larger, central systems will usually have sumps at each machine to pump back dirty coolant to the dirty tank. The larger systems also tend to have redundant filter pumps and clean pumps to minimize downtime. The Oberlin Filter is simple in design resulting in a reliable uptime availability range of 99%. The Reliability of our Central Systems has earned us a strong base of repeat customers.
Side Stream Systems
Side Stream Systems for a Wide Range of Grinding or Machining Applications
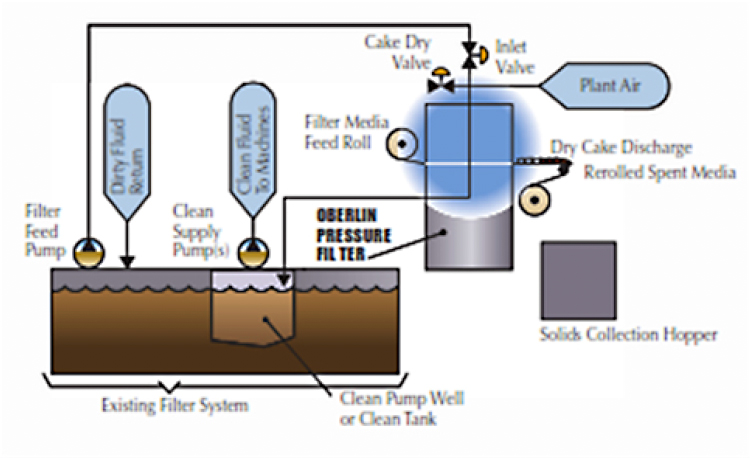
For general machining applications requiring a high-flow capability, an Oberlin Side Stream pressure filter will provide you with high-removal efficiency of fine, non-settling solids. With only 10-20% Side Stream, significant reductions in solids levels have been achieved.
How a high-flow slipstream system works: used coolant is pumped out of an existing tank to the filter. From there, the clean coolant flows back to the tank. There is minimal disruption to the existing system. The bulk of the solids are typically discharged with the existing dragout or conveyor.
Ancillary Equipment
These ancillary system components will be fully integrated into the system controls.
Chillers: Air cooled, water cooled, remote condensers, submersible coil
Heat Exchangers using existing chilled water
Automatic Coolant Makeup- add coolant as required to maintain levels
Blend neat water soluble coolants with water to desired concentration
Tramp oil removal systems
Sumps
Standard and custom engineered designs
Electrically controlled.
Available with stand alone controls
Interfaces to grinder to: power up or shutoff; alarm; status
Overflow alarms standard: high level alert to grinder followed by time delayed coolant shutoff
Can include High Pressure supply pumps to reduce length of plumbing runs with pressurized coolant
OBERLIN FILTER'S OLIMIN8R® - REQUEST AN ESTIMATE
"The results were immediate; the tools did not clog, per shift filter changes went away due to a roll of filter paper in the OLIMINI8R last 2-3 months and tank cleanings went from every 30 days to 180 days. Even our Operators are impressed with how easy the controls are to use and maintain. The OLIMIN8R has significantly improved our operations, saved us time and money and improved overall employee morale.”
“Great filter, great service and great business partner”.
“We would highly recommend the team at Oberlin for all of your filtration needs” .